Вторичное окисление
Защита металла от вторичного окисления
Ромашкин А.Н.
Для обеспечения свойств металла, удовлетворяющих современным требованиям, необходимо получать высокую чистоту металла по оксидным неметаллическим включениям, что, в свою очередь, достигают применением глубокого раскисления металла и удержанием необходимого уровня окисленности металла на всех последующих этапах передела и разливки. Последнее условие достигают исключением возможности вторичного окисления за счет максимального уменьшения окислительного потенциала контактирующих с металлом фаз. Способность шлака насыщать металл нивелируют снижением содержания FeO в нем до менее чем 0,5 % посредством присадки алюминиевой сечки, молотого карбида кальция, силикокальция, коксика и др. Окислительный потенциал футеровки снижают подбором наиболее термодинамически стабильных огнеупорных материалов, а также исключением возможности контакта футеровки с нераскисленными металлом и шлаком. В случае с атмосферой ситуация более сложная. Если в ковше металл от контакта с воздухом защищен шлаком, то при переливах на этапе разливки подобная защита исключена. В этой связи применяют различные технические решения, направленные на снижение интенсивности взаимодействия воздуха с металлом.
Вторичное окисление струи металла воздухом при разливке вызывает ряд нежелательных последствий, ухудшающих качестве стали и даже порой приводящих к браку. Следствием такого окисления может быть не только повышение общего содержатся кислорода в стали в результате увеличения содержания в ней оксидных включений, но и поколение дефектов слитка, среди которых наиболее часто встречаются плены на его поверхности. Они образуются вследствие попадания на внутреннюю поверхность изложницы брызг металла, которые, окисляясь воздухом, не свариваются с массой слитка, но довольно прочно врастают в его поверхность, вызывая необходимость производить очистку этой поверхности вырубкой отдельных, мест или сплошную зачистку.
Отрицательные последствия вторичного окисления воздухом требуют применений специальных мер для его предотвращения. Разработке этих мер для улучшения качества слитка, металлурги уделяют большое влияние уже в течение многих десятилетий. Сводились они в основном к созданию в изложнице восстановительной или нейтральной атмосферы. Применяют, например, обезвоженный петролатум (продукт переработки нефти), который в количестве 0,3…0,5 кг/т забрасывают на дно изложницы до разливки или в ее начале. При его разложении и частичном сгорании в изложнице создается восстановительная или слабоокислительная атмосфера, что предупреждает или ослабляет возможность вторичного окисления. Используют деревянные рамки, которые помещают на зеркало поднимающегося металла; при сгорании они коптят, уменьшая окислительный потенциал атмосферы в изложнице, Применяют также жидкий синтетический шлак или легкоплавкие шлакообразующие брикеты и смеси разного состава. При наведении на зеркале металла в изложнице шлака он защищает сталь от окисления кислородом воздуха, а также снижает тепловые потери и образует между слитком и изложницей шлаковый слой толщиной 0,5 - 3 мм, выполняющий роль смазки.
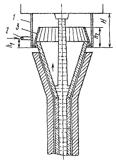
Отмеченные способы защиты стали от вторичного окисления при разливке в изложницы дают незначительный эффект, так как зашита эта в определенной, мере происходит лишь на участке прохождения струи металла в изложнице или даже только на поверхности поднимающегося металла. Непрерывная разливка, при которой, как отмечалось выше, степень вторичного окисления металла больше, чем при разливке в изложницы, и применение внепечной обработки, позволяющей получать сталь с очень низким содержанием общего кислорода, т.е. весьма мало загрязненную оксидными включениями, вызвали необходимость разработки и использования более эффективных способов зашиты металла от вторичного окисления воздухом. Схематично способы защиты струи металла от вторичного окисления воздухом на участке сталеразливочный - промежуточный ковши показаны на рис. 1.
Простейшим способом зашиты струи является обдув ее инертным газом (обычно аргоном), подаваемым из кольцевого трубопровода с отверстиями по окружности (рис. 1. а). Отверстия эти расположены так, что газ охватывает струю металла по всей ее длине от устья стакана сталеразливочного ковша до поверхности расплава в' промежуточном ковше. Однако этот метод малоэффективен вследствие того, что подаваемый аргон разбавляется окружающим воздухом, который он частично инжектирует. Этому способствует движение воздуха в цехе, особенно во время его усиления при ветре, сквозняке и т.н. Для устранения этих недостатков обдув струи аргоном осуществляют, помещая ее в защитный металлический кожух. Этот кожух верхней частью примыкает к сталеразливочному ковшу, а из-под нижней части у поверхности расплава выдувается аргон (рис. 1, б).
Избыточное по сравнению с внешней атмосферой давление аргона препятствует засасыванию воздуха в пространство под кожухом. Это требует значительного расхода аргона, что является недостатком способа. Еще в большей степени этот недостаток проявляется в используемом на некоторых заводах случае, когда аргон в равной мере свободно выдувается и у поверхности сталеразливочного ковша (вокруг разливочного стакана), и у поверхности расплава в промежуточном ковше.
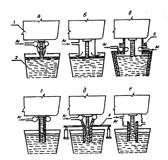
Рис. 1. Способы защиты струи металла (а-в) между сталеразливочным (1) и промежуточным (2) ковшами. 3 - уплотнение; 4 система пневматического поджима (остальные пояснения в тексте)
Меньший расход аргона и лучшую защиту струи от вторичного окисления воздухом обеспечивает устройство, в нижней части которого находится промежуточный ковш; верхняя часть этого устройства присоединена к сталеразливочному ковшу (рис. 1, в). Для плотного соединения этих частей между ними помещается уплотняющая прокладка, обычно изготовленная из фибры. При таком соединении двух практически герметичных частей потери аргона происходят лишь при продувке во время их соединения для вытеснения воздуха. Отсутствие подсосов воздуха во время разливки обеспечивает надежную защиту от вторичного окисления. В промежуточном ковше при таком методе защиты почти нет шлака. (На остальных схемах рис. 1 виден слой шлака на поверхности металла.) Однако этот метод защиты весьма сложен как в конструктивном исполнении, так и в эксплуатации.
С учетом конструктивных особенностей и надежности зашиты струи металла от вторичного окисления оптимальным является использование погружаемых в металл огнеупорных труб - погружных стаканов, проходя через которые струя не взаимодействует с воздухом. Применение таких стаканов решает вопрос защиты струи внутри трубы и на се выхода: струя выходит на некоторой глубине под поверхностью жидкой стали и взаимодействовать с воздухом не может. Трудность вызывает верхняя часть погружного стакана, где он соединяется с шиберным затвором сталеразливочного ковша. В этом месте действуют два фактора, создающих условия для поступления воздуха в струю металла. Первый из них - разрежение у выхода струи из шиберного затвора и поступления ее в стакан. Это разрежение вызывает инжекцию воздуха в протекающую в стакане струю жидкой стали. Поэтому большое значение имеет надежная стыковка погружного стакана с коллектором шиберного затвора. Эта задача не простая, так как при регулировании расхода металла выпускной коллектор двухплитного шиберного затвора перемещается, а погружной стакан должен все время располагаться по оси струи. Плотность соединения стакана с затвором можно увеличить поджатием, но во избежание разрушения огнеупорного стакана усилие такого поджатая должно быть < 30 - 70 кг. Так как герметическую стыковку выполнить все же не представляется возможным, применяют: подачу инертного газа в место стыка погружного стакана и коллектора шиберного затвора. Разработан ряд устройств для защиты струи с применением погружных стаканов и подачи инертного газа в место их стыковки с шиберными затворами (рис. 1, г - е),
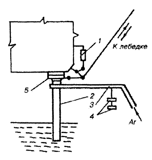
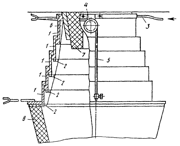
Рис. 2 Устройство для поджатия и центровки погружных стаканов 1 - тяга шиберного затвора; 2 - погружной стакан; 7 манипулятор; 4 - контргрузы, 5 - шиберный затвор
Наиболее распространено устройство с непосредственной стыковкой погружного стакана с шиберным затвором и обдувом места стыковки аргоном (рис. 1, г). Для более плотной стыковки применяют устройства, прижимающие стакан к шиберному затвору. Пример такого устройства, разработанного на НЛМК, приведен на рис. 2. Простота конструкции обеспечивает ему высокую надежность в работе. Оно позволяет по мере надобности легко производить стыковку и расстыковку огнеупорного стакана, с шиберным затвором.
Другое устройство с поджимом приведено из рис. 1, д. В
нем производится пневматический поджим кольцевого дистрибутора инертного газа огнеупорным погружным стаканом. Это обеспечивает довольно мягкий прижим и вместе с тем достаточную плотность. Разрежение, возникающее в верхней части стакана при разливке, компенсируется подаваемым через дистрибутор аргоном.
Применяют также устройства без поджима огнеупорного погружного стакана. В них погружной стакан своей верхней частью находится в гибком кожухе (рис. 1, е). Продувкой аргоном в этом кожухе создается инертная атмосфера. Однако такие устройства сложны в изготовлении и эксплуатации.
Таким же образом, но проще решается вопрос зашиты струи металла от вторичного окисления воздухом на последнем участке движения стали при разливке: промежуточный ковш - кристаллизатор. Здесь также применяют погружные стаканы, нижняя часть которых находится в жидкой металлической ванне кристаллизатора, а верхняя примыкает к шиберному затвору или ковшевому стакану (при использовании стопора).
Эффективность защиты струи металла частично рассматривалась выше при описании влияния вторичного окисления на общее содержание и активность кислорода в стали и на изменение содержания в ней алюминия. Заключая обзор способов защиты струи металла, рассмотрим еще некоторые результаты исследований в промышленных условиях.
На НЛМК определяли угар алюминия и изменение содержания азота в стали при непрерывной разливке. На участке сталеразливочный - промежуточный ковш при разливке скрытой струей (а), через колодец с атмосферой аргона (<5), стакан длиной 700 мм без обдува (в) и с обдувом стыка аргоном (г), погружной стакан длиной 1200 мм с обдувом стыка аргоном (д) они были следующими:
|
|
а
|
б
|
в
|
г
|
д
|
|
Δ[N], %
|
0,0025
|
0,0013
|
0,0014
|
0,0019
|
0,0005
|
|
Δ[Al], %
|
0,019
|
0,017
|
0,024
|
0,018
|
0,016
|
Минимальное увеличение содержания азота в стали и угара алюминия происходило при использовании погружного стакана длиной 1200 мм с введением его «од уровень металла в промежуточном ковше и обдувом, стыка стакана с коллектором, шиберного
затвора аргоном (рис. 1, г). Использование коротких стаканов (700 мм), не заглубленных под уровень металла, малоэффективно.
Угар алюминия и насыщение стали азотом на участке промежуточный ковш ~ кристаллизатор при. использовании огнеупорного стакана (в), обдувке стыка аргоном (б), природным газом (в), подаче аргона в стык под избыточным давлением (г) были следующими:
|
|
а
|
б
|
в
|
г
|
|
Δ[N], %
|
0,0012
|
0,0008
|
0,0006
|
0,0003
|
|
Δ[Al], %
|
0,022
|
0,0018
|
0,015
|
0,016
|
Как видно, защита аргоном (без избыточного давления) или природным газом снижает прирост содержания азота в стали и угар алюминия. Минимальный прирост содержания азота был получен при подаче в место стыковки аргона под избыточным давлением. Однако при этом в отдельных случаях происходило недопустимое бурление металла в кристаллизаторе.
Следует отметить, что защита струи металла на разливке с применением погружных стаканов и надежной изоляцией стыков их с шиберными затворами инертным газом позволяет практически устранить вторичное окисление стали: общее содержание кислорода в 1,5…2 раза ниже, чем при обычной разливке; прирост содержания азота в стали очень небольшой. Защита струи является совершенно необходимой операцией после внепечной обработки стали с целью понижения содержания в ней оксидных включений и регулирования их природы.
Ниже представлены схемы подобных устройств и перечислены их основные положительные и отрицательные стороны.
А.С. № 1774896 от 11.06.90 B22D 7/12
Устройство для защиты струи металла при сифонной разливке
Устройство включает распределительный коллектор 1 вместе со щелевым соплом 2, который крепится к неподвижному цилиндру 3, который посредством гибкого соединения 4 соединен с подвижным цилиндром 5. В боковой поверхности подвижного цилиндра выполнено окно 6 из термостойкого стекла. Устройство надевается на сталеразливочный стакан 7 и крепится к днищу ковша (нижней плите шибера) перед началом разливки. Защитный газ подводится посредством патрубка 8.
Устройство работает следующим образом. После крепления коллектора к днищу ковша (нижней плите шибера) последний опускается вниз (на центровую) до тех пор пока не начнется соосное перемещение цилиндров. После этого подключается шланг, по которому подается нейтральный газ, например, аргон (расход 10-3 м3/с) и начинается процесс разливки.
Положительные качества: малый расход аргона. Полное исключение возможности попадания воздуха в околоструйное пространство.
Недостатки: сложность устройства; высокая вероятность заклинивания устройства в результате заметалливания.
Патентообладатель: Мариупольский металлургический институт
А.С. № 1696135 от 04.12.89 B22D 41/02
Устройство для защиты струи разливаемой сифоном стали
Устройство содержит цилиндрический металлический кожух 1 с патрубком 2 подвода инертного газа и отверстием для тангенциального выхода газа во внутреннюю полость кожуха 1 и снабжено конусообразной тонкостенной перегородкой 3, которая жестко прикреплена к кожуху 1 по нижнему торцу, например, с помощью точечной сварки.
Продольные надрезы 4 тонкостенной металлической перегородки 3 обеспечивают возможность ее упругой деформации в горизонтальном направлении при неизменной форме кожуха 1. Благодаря этому и конусообразной форме перегородки 3 устройство может перемещаться вдоль вертикальной оси центровой, сохраняя плотный контакт с лейкой. Тем самым практически устраняется аварийность при наездах ковша на устройство. Кроме того, конусная перегородка 3 предотвращает непосредственное поступление направленного потока газа на струю металла и способствует равномерному распределению газа в полости между кожухом 1 и перегородкой 3. Это приводит к поступлению газа непосредственно к струе металла в ламинарном режиме. При этом сплошность струи не нарушается, и, как следствие, улучшается качество металла.
Положительные качества: простота изготовления и эксплуатации.
Недостатки: Высокая вероятность заметалливания продольных разрезов тонкостенной конусной перегородки
Патентообладатель: Институт чёрной металлургии
А.С. № 1754321 от 10.06.88 B22D 11/10
Устройство для защиты струи металла при разливке из ковша
Устройство содержит систему для подвода защитного газа 3, кожух, состоящий из телескопически соединенных вертикально расположенных труб 1, имеющих по всему периметру на нижних торцах наружный буртик, а на верхних внутренний буртик, механизм складывания-развертывания кожуха, выполненный в виде диаметрально расположенных на наружной поверхности верхней трубы шкивов 4 с перекинутыми через них гибкими элементами 5, один конец каждого из которых закреплен на наружной поверхности нижней трубы, а другой присоединен к приводу. Внутренняя поверхность внутреннего буртика верхней трубы выполнена в виде ответной поверхности элемента ковша и/или шиберного устройства в месте их сопряжения. На каждом наружном буртике с торцевой стороны трубы выполнены выходящие за габариты внутреннего диаметра этой трубы жестко закрепленные опорные планки 2. Система 3 подвода защитного газа выполнена во внутреннем буртике верхней трубы. Опорные планки 2 выполнены в виде замкнутой по окружности шайбы, закреплены с зазором между ними и внутренним диаметром близлежащей трубы большего диаметра. Выступающие габариты опорных планок выполнены исходя из условия их размещения в зазоре между планкой и внутренней поверхностью трубы. На внешней поверхности верхней трубы выполнены узлы крепления устройства, ответные таковым на ковше (на нижней плите шибера). Устройство имеет чехол 6 из огнеупорной ткани, прикрепленный соосно с кожухом с одной стороны к внутренней горизонтальной поверхности внутреннего буртика верхней трубы, а с другой - к опорной планке нижней трубы.
Положительные качества: малый расход аргона; полное исключение возможности попадания воздуха в околоструйное пространство.
Недостатки: ненадежность гибкого элемента системы складывания; возможность заклинивания устройства в результате заметалливания внешней поверхности кожуха при наезде ковша с подтеканием (может быть исправлено защитой кожуха снаружи огнестойкой тканью)
Патентообладатель: Украинский научно-исследовательский институт специальных сталей, сплавов и ферросплавов
А.С. № 1502173 от 23.02.88 B22D 7/12
Устройство для защиты струи металла при разливке
Устройство для защиты струи металла при разливке содержит наружный 1 и внутренний 2 экраны, выполненные гофрированными из термостойкой газонепроницаемой ткани и прикрепленные к верхнему 3 и нижнему 4 металлическим фланцам. Фланцы снабжены уплотнительными кольцами 5. Экраны 1 и 2 состоят из двух частей, между которыми расположена несущая рама 6 с газораспределительным каналом 7, сообщающимся посредством трех групп отверстий 8-10 с полостями, образованными верхней и нижней частями экранов 1 и 2. На наружной поверхности рамки 6 закреплены газоподводящий штуцер, соединенный с питающим трубопроводом, две цапфы 13 и 14 и размещены внутренняя 15 и наружная 16 поворотные рамки, снизанные между собой с помощью четырех пружин. Каждая из поворотных рамок подвижно соединена с фланцами 3 и 4 посредством фигурных прорезей, выполненных на боковых частях рамок, и штифтов 19, неподвижно закрепленных на фланцах.
Устройство работает следующим образом. Перед началом разливки устройство устанавливают на изложницу 20. Ковш 21 центрируется так, чтобы струя металла находилась вблизи вертикальной оси симметрии изложницы. По трубопроводу 12 через штуцер 11 в газораспределительный канал 7 несущей рамки 6 под избыточным давлением подается инертный газ, который через отверстия 8, 9 и 10 одновременно поступает в околоструйное пространство и в полости, образованные верхними и нижними частями наружного экрана 1 и внутреннего экрана 2. При этом происходит увеличение объемов полостей, а так как гофрированные экраны препятствуют своей деформации в поперечной плоскости, то под действием сил давления газа несущая рамка 6 и верхний фланец 3 перемещаются относительно нижнего фланца 4 вверх. Во время этого перемещения внутренняя рамка 15 и наружная рамка 16 поворачиваются на цапфах 13 и 14 относительно несущей рамки 6, растягивая пружины 17. Когда верхний фланец 3 коснется уплотнительным кольцом 5 наружной поверхности днища ковша 21, последний опускают на 20-25 мм вниз, в результате чего добиваются плотного прилегания уплотнительных колец 5 по всему периметру к поверхностям ковша и изложницы.
Положительные качества: малый расход аргона. Полное исключение возможности попадания воздуха в околоструйное пространство.
Недостатки: сложность устройства; возможность заклинивания в результате заметалливания системы разжатия при наезде ковша с подтеканием
Патентообладатель: Донецкий политехнический институт
А.С. № 808197 от 10.05.79 B22D 7/12
Устройство для защиты струи металла при разливке
Устройство содержит металлический цилиндр 1, установленный на изложницу 3. На внутреннюю поверхность металлического цилиндра 1 наносят пористую огнеупорную массу, например из песка фракции и связующей из жидкого стекла. Толщина пористого слоя 60 мм. После сушки пористый слой пропитывают отработанным маслом. При разливке металла сверху под действием теплового излучения вытекающей струи 4 отработанное масло испаряется, образуя восстановительную среду вокруг струи металла. Кислород воздуха, находящийся внутри цилиндра 1, связывается парами испарившегося отработанного масла, т. е. пары, сгорая, нейтрализуют кислород, образуя продукты СO2 и Н2О.
Горение происходит до тех пор, пока в устройстве присутствует кислород. После окончания горения, во внутренней полости цилиндра создается восстановительная среда, в которой, в отличие от инертной, термодинамически не может присутствовать кислород.
Положительные качества: надежность устройстваю.
Недостатки: сложность изготовления.
Патентообладатель: Донецкий политехнический институт.
А.С. № 808197 от 10.05.79 B22D 7/12
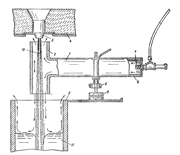
Устройство для защиты струи металла
Устройство состоит из трубчатой системы 1 (типа тройника), вертикальная часть 2 которой расположена между выходным отверстием 3 промежуточного ковша 4 и верхней частью кристаллизатора 5. Горизонтальная часть 6 тройника соединена с устройством для подвода инертного газа выполненным в виде диффузора 7. Защитное устройство снабжено механизмами поворота 8 и наклона 9.
Устройство работает следующий образом. Перед началом разливки вертикально часть 2 защитною устройства устанавливают между отверстием 3 ковша 4 и приемной емкостью 5. При появлении струи 10 расплавленного металла в горизонтальную часть 6 начинают подавать инертный газ диффузором 7. Диффузор 7 необходим, чтобы инертный газ подавался нетурбулентными потоками. Инертный газ заполняет систему 1, обволакивает струю металла 10 и выходит в направлении отверстия 3 ковша 4, а также в направлении жидкого металла 11 в приемной емкости 5. Таким образом, жидкий металл на всем пути при перетекании из одной емкость в другую посредством инертного газа защищен от окисления кислородом воздуха.
Положительные качества: простота устройства.
Недостатки: неполная изоляция струи от кислорода воздуха.
Патентообладатель: Донецкий политехнический институт.
2145914 от 27.02.2000 B22D 7/12
Устройство для защиты струи металла
Устройство содержит основание 1, несущий рычаг 3 с защитным стаканом 4, механизм наклона рычага в вертикальной плоскости 5, механизм возвратно-поступательного перемещения, содержащий подвижную каретку 6, смонтированную на платформе 2, снабженной направляющими, механизм вращения вокруг своей оси 7 и механизм поворота рычага в горизонтальной плоскости 8, вертикальная ось 8 жестко закреплена на основании 1, а платформа 2 установлена с возможностью поворота относительно оси 8.
Положительные качества: безопасность эксплуатации; возможность установки устройства после разделки шибера.
Недостатки: неполное исключение возможности контакта воздуха с металлом.
Патентообладатель: ОАО "НЛМК"
Патент РФ № 1838038 от 29.04.92 B22D 7/12
Устройство для защиты струи металла
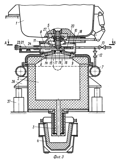
К разливочному ковшу 1 с разливочным стаканом 2 присоединена при помощи опорного кольца 3 рычажного механизма огнеупорная труба 4. На опорном кольце 3 установлено устройство 5 для защиты струи металла.
Устройство 5 содержит металлический кольцевой кожух б с торцевыми уплотнениями 7 вверху и внизу и патрубок 8 для инертного газа. Уплотнения 7 выполнены в виде чередующихся пластин 5 с центральным 9 и боковым 10 отверстиями, при этом пластины установлены между собой с зазором d1, равным 1,1-2 толщины l2 пластины 7 (т.е. l1 = 1,1-2 l2), а отношение диаметров d1 и d2 боковых отверстий 10 в двух смежных пластинах 7 составляет 1,2-1,5 (т.е. d1 = 1,2...1,5 d2).
Устройство работает следующим образом. Подаваемый при помощи патрубка 8 в устройство 5 аргон через боковые отверстия 10 в пластинах 7 торцевых уплотнений распределяется между пластинами 7, формируя при этом две пары потоков: верхнюю пару к стакану 2 и нижнюю пару - к трубе 4. Благодаря тому, что зазоры l1 между пластинами 7 составляют 1,1-2 их толщины l2, а диаметры d2 ближних к центру устройства 5 отверстий 10 превышают в 1,2...1,5 диаметры d1 более удаленных отверстий 10, вокруг как стакана 2, так и трубы 4 формируются два газовых затвора (показано стрелкой), причем более удаленный затвор характеризуется более низким давлением газа, чем ближний, что исключает попадание воздуха в канал защитной трубы 4, определяя тем самым высокую эффективность защиты металла.
Положительные качества: малый расход аргона. Полное исключение возможности попадания воздуха в околоструйное пространство.
Недостатки: возможность заметалливания газоподводящих отверстий при наезде ковша с подтеканием; сложность устройства.
Патентообладатель: ООО "Интеграция промышленного и экономического потенциала".
А.С. № 1696106 1989.09.01 B22D7/12
Способ защиты струй разливаемого металла и устройство для его осуществления
С цель улучшения условий защиты металла от окисления осуществляют подачу коаксиального потока инертного газа вокруг струи металла в направлении ее вращения используя для этого кольцевой щелевой коллектор с дополнительными соплами, размещенными равномерно по периферии под углом 60...90° к поверхности.
Закрученный по направлению вращения струи металла (вихревой) поток инертного газа имеет значительно большую устойчивость к внешним воздействиям по сравнению с незакрученной струей из-за наличия вращательной составляющей продолной скорости потока. Это способствует более эффективной защите струи металла от макропотоков (циркуляционных течений) окружающей среды (воздуха).
Положительные качества: устройство просто в изготовлении и обслуживании.
Недостатки: низкая эффективность защиты струи металла.
Патентообладатель: нет данных.
А.С. № 1806036 1990.08.22 B22D7/00
Способ обработки струи металла при разливке
Способ обработки струи металла, включающий выпуск металла в виде струи из отверстия в донной части разливочного ковша в металлоприемник и изоляцию струи металла от окружающей атмосферы огнеупорной трубой, отличающийся тем, что, с целью повышения качества металла за счет повышения степени дегазации струи металла и формирования положительного барботажа в металлоприемнике, одновременно с выпуском металла из разливочного ковша производят обдув инертным газом наружного периметра огнеупорной трубы в зоне соединения огнеупорной трубы с ковшом при этом подачу инертного газа осуществляют равномерно по периметру соединения.
Положительные качества: физическая изоляция струи обеспечивает ее более полную защиту от контакта с воздухом, чем газовый обдув.
Недостатки: возможность заметалливания места стыка стакана дозатора с защитной трубой; возможность прососа воздуха в место стыка.
Патентообладатель: Орско-халиловский металлургический комбинат.
А.С. № 1676746 1989.11.23 B22D7/00
Устройство для защиты и обработки струи металла при разливке
Устройство для защиты и обработки струи металла при разливке, содержащее распределительный коллектор, сообщенный с источником газа, щелевое кольцевое сопло, выполненное вокруг держателя коллектора шиберного затвора ковша, отличающееся тем, что с целью повышения эффективности работы за счет увеличения степени дегазации металла и эвакуации газов в процессе разливки, щелевое кольцевое сопло выполнено с углом осевого раскрытия равным 80...120°, а отношение диаметра средней линии на выходе кольцевого сопла к диаметру коллектородержателя равно 1,2...1,5.
Положительные качества: нет данных.
Недостатки: нет данных.
Патентообладатель: нет данных.
А.С. № 1507523 1987.09.01 B22D7/12
Устройство для защиты струи металла инертным газом
Содержащее распределительный коллектор с подводящим патрубком и внутренним кольцевым и наружным соплами для подачи инертного газа, отличающийся тем, что с целью повышения качества металла за счет снижения его окисления, наружные сопла расположены тангенсально к внутреннему кольцевому соплу и ниже его торцевого конца на расстоянии 2...6 его ширины, а суммарная площадь поперечного сечения наружных сопел составляет 0,1...0,3 площади поперечного сечения внутреннего кольцевого сопла.
Положительные качества: нет данных.
Недостатки: нет данных.
Патентообладатель: нет данных.
Патент Р.Ф. № 2082543 от 1994.02.07 B22D11/10, B22D27/09
Способ вакуумирования металла в процессе разливки и устройство для его осуществления
Способ вакуумирования металла в процессе разливки, включающий создание разряжения в вакуум-камере, подачу струи металла из сталеразливочного ковша в промежуточный ковш через вакуум-камеру, вакуумирование струи металла, окончание подачи из сталеразливочного ковша, смену сталеразливочного ковша и возобновление цикла разливки, отличающийся тем, что перед подачей в вакуум-камеру струю металла пропускают через соединенную с вакуум проводом шлюзовую камеру, а после истечения 85...95% металла из сталеразливочного ковша скорость разливки струи металла уменьшают до значения
v = (0,93...0,96)·А·В·h·ρ/τ
Положительные качества: содержит технические решения, позволяющие разливать металл с плавки на плавку без срыва вакуума; высокая степень дегазации металла за счет двукратного вакуумирования.
Недостатки: сложность монтажа и эксплуатации конструкции.
Патентообладатель: Афонин С.З., Паршин В.М.. Ларин А.В., Протасов А.В. Рябов В.В., Савватеев Ю.Г., Карпов Н.Д., Ролдугин Г.Н., Ермалаева Е.И., Ревин Е.М., Тиняков В.В.
На металлургических машиностроительных заводах Ovako Steel AB и Uddeholm Tooling AB (Хагфорс, Швеция) защиту струи при разливке сифонным методом осуществляют установкой на центровую уплотнительного кольца [2, 3] (рис. ниже).
 |
 |
|
| Схема технологического процесса на Uddeholm Tooling AB (а) и Ovaco Steel (б). |
|
В черной металлургии применяют отработанную схему защиты с использованием погружных стаканов. Для машиностроительных предприятий такая схема не подходит ввиду высокой стоимости подобных труб - на предприятиях черной металлургии цена такой трубы распределяется между количеством металла, разлитого в серии (несколько тысяч тонн), в то время как на машиностроительных заводах цена будет отнесена к массе отливаемого слитка (максиму - 400 т).
Одним из методов повышения степени защиты металла от вторичного окисления может быть использование специальных уплотнительных вкладышей между стаканом дозатором и защитой трубой (на этапе перелива между разливочным ковшом и промежуточным ковшом). Это было подтверждено на примере вкладышей производства ООО "НПК "Интехогнеупор" (г. С. Петербург) в условиях ОАО "НТМК".
Испытания проводили при отливке колесобандажного металла на МНЛЗ № 1 и стали марки 3сп на МНЛЗ № 3 при использовании кварцевой защитной трубы, имеющей стойкость 2 плавки. В ходе испытаний при использовании адаптеров подвод аргона в защитную трубу не осуществляли.
Оценку эффективности использования адаптеров осуществляли по приросту содержания азота между последней пробой с установки печь-ковш (для стали марки 3сп) или с вакууматора (для колесобандажной стали) и ковшевой пробой, отобранной из промковша по ходу разливки плавки. Для сравнения использовали пробы от плавок, отлитых по обычной технологии (с использованием кварцевых защитных труб и подачей аргона в стык защитной трубы и стакана-коллектора стальковша). Результаты испытаний представлены в таблице ниже.
| |
МНЛЗ |
сталь |
[N], % |
Δ[N] |
| Перед разливкой из разливочного ковша |
Во время разливки из промковша |
% абс. |
% отн. |
| 1* |
№ 1 |
кол/банд |
0,0045 |
0,0053 |
0,0008 |
18,3 |
| № 3 |
3сп |
0,0048 |
0,0060 |
0,0012 |
25,0 |
| 2* |
№ 1 |
кол/банд |
0,0048 |
0,0059 |
0,0011 |
23,6 |
| № 3 |
3сп |
0,0046 |
0,0060 |
0,0014 |
29,7 |
1* - с использованием уплотнительных вставок (адаптеров)
2* - с подачей аргона в стык
Анализ полученных результатов показывает: применение уплотнительных вставок (адаптеров) обеспечивает более полную герметизацию стыка защитной трубы со стаканом-коллектором стальковша, чем при обычной технологии. Насыщение стали азотом при использовании адаптеров снизилось: при отливке колесобандажного металла - на 5,3 % абс.; при отливке стали на МНЛЗ №3 - на 4,7 % абс.
Наши специалисты осуществляют разработку узлов защиты струи металла применительно к разливке стали в слитки. Мы предлагаем собственную конструкцию, наиболее подходящую к подобным условиям. Наше устройство защиты металла от вторичного окисления не содержит жесткого соединяемых частей, размещённых на верхнем и нижнем ковшах, не требует герметизации и позволяет легко состыковывать верхнюю и нижнюю части как при открытом, так и при закрытом стопоре. Устройство позволяет удобно и безопасно обслуживать стакан верхнего ковша, контролировать состояние атмосферы под крышкой и регулировать её.
Сделать запрос, коммерческое предложение или задать интересующий Вас вопрос вы можете здесь.
Список использованной литературы
- // Металлург. 1986. № 8. C. 30...31.
- Beskow K., Jia J., Lupis C. H. P. Chemical characteristics of inclusions formed at various stages during the ladle treatment of steel // Ironmaking and Steelmaking. 2002. V. 29 No. 6. Р. 427...435.
- Bjorklund J. A Study of Slag-Steel-Inclusion Interaction During Ladle Treatment. KTH School of Industrial Engineering and Management. Division of Applied Process Metallurgy. Royal Institute of Technology. SE-100 44 Stockholm, Sweden
|